Soldering Irons
Soldering iron tips transfer heat from a soldering iron into solder so that it melts and can flow into the joint between two components or workpieces. They’re also sometimes referred to as ‘bits’.To protect your soldering iron tips, you should tin your tip before and after soldering to create a protective layer between the air and the soldering iron tip. Tinning prevents oxidisation and allows for a more efficient heat transfer.Optimal operating temperaturePutting your soldering tips through excessive temperatures will shorten their lifespan. The temperature of the tip will decrease as the soldering iron is used more. There is the temptation to increase the idle temperature to compensate for this temperature drop – but don’t as this will shorten the life of the soldering iron tip. If you aren’t actively using your soldering iron think about turning it off or setting it to a low ‘idle’ temperature to maximise tip life.How do you clean a soldering iron?To keep your tip in perfect condition you should aim to clean before, during and after use. Before you solder, ensure that you have cleaned the surfaces which are to be soldered with an alcohol wipe.To clean your tips, use either brass wool (less abrasive) or stainless steel wool (more abrasive). Try to avoid using a sponge as doing so rapidly cycles the tip through a hot and cold cycle. Doing this repeatedly will cause metal fatigue and tip failure. Once you have cleaned the tip ensure that you cover the tip with fresh solder so as to present oxidisation.Using fluxWhen metals come into contact with oxygen an oxide layer is formed on the surface of the metal. This oxidisation prevents solder from wetting the joint correctly and impacts the quality of the solder joint. Flux dissolves this oxidisation layer.Reactivating your soldering iron tipsIf a soldering iron tip becomes oxidised it will appear darker in colour and you may not be able to tin it. If your tip is oxidised you can use a tip activator to remove the oxidisation as it will break down the oxide layer. Once cleaned and refreshed tin the tip again to protect it from oxidisation.Soldering iron tip shapesMost soldering irons have interchangeable tips that have slightly different shapes to allow for different tasks or precision levels. For example, conical tips are used for fine electronics work. Other common tip shapes include:bevel (aka hoof)chiselconcavepyramidbent
Showing 97–120 of 269 results


-
LT-AX BENT TIP FOR WSP80/FE75 IRON,1.6MM
IDR201,493.69 -
LT-B CHISEL TIP - WSP80/FE75 IRON,2.4MM
IDR114,959.44 -
LT-C CHISEL TIP - WSP80/FE75 IRON,3.2MM
IDR90,310.29 -
LT-K CHISEL TIP - WSP80/FE75 IRON,1.2MM
IDR171,285.37 -
LT-L CHISEL TIP FOR WSP80/FE75 IRON,2MM
IDR99,645.50 -
LT-M CHISEL TIP - WSP80/FE75 IRON,3.2MM
IDR122,721.30 -
LT4 SOLDERING TIP
IDR125,238.66 -
M7 SCREWDRIVER TIP FOR TCP IRON,3.2MM
IDR118,211.03 -
METAL WOOL BRASS FOR WDC 2 (2 PER PACK)
IDR144,328.64 -
METCAL TWEEZER CARTRIDGE BLADE 1.27MM
IDR1,352,241.88 -
Metcal SMTC 3.3 mm Hoof Soldering Iron Tip for use with MX-H1AV, MX-H7SF, MX-RM3E, MX-RM6E
IDR876,355.95 -
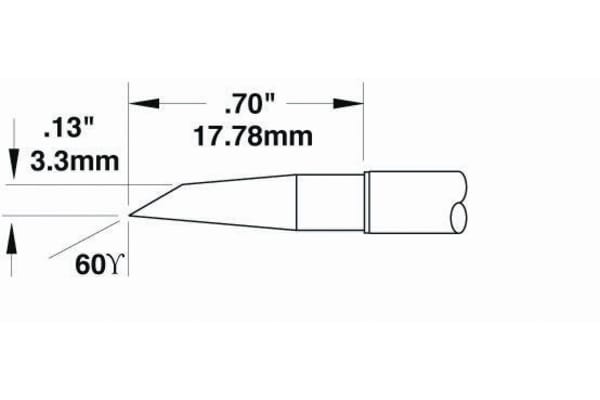
MX500S CARTRIDGE 30 DEG CHISEL TIP,0.8MM
IDR484,801.58 -
MX500S CARTRIDGE 30 DEG CHISEL TIP,1.6MM
IDR531,477.63 -
MX500S CARTRIDGE 30 DEG CHISEL TIP,2.4MM
IDR542,176.41 -
Metcal STTC 0.4 mm Conical Soldering Iron Tip for use with MX-H1-AV, MX-RM3E
IDR475,676.15 -
MX500S CARTRIDGE 60 DEG BEVEL TIP,0.2MM
IDR531,477.63 -
NEEDLE TIP FOR ANTEX C SERIES IRON,0.5MM
IDR435,293.50Pack (1 Pack of 5) -
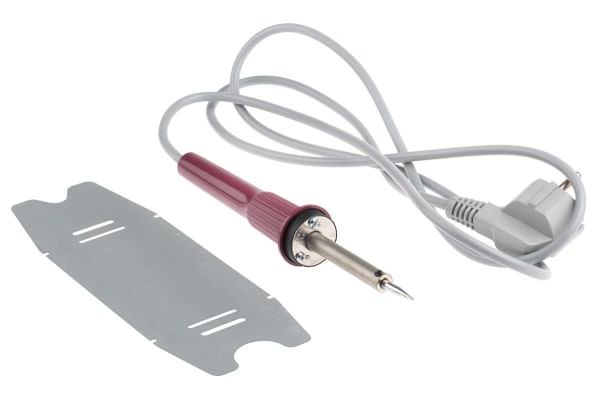
Weller Electric Soldering Iron, 230V, 25W
IDR1,007,258.67 -
Weller Electric Soldering Iron, 230V, 40W
IDR1,350,458.75 -
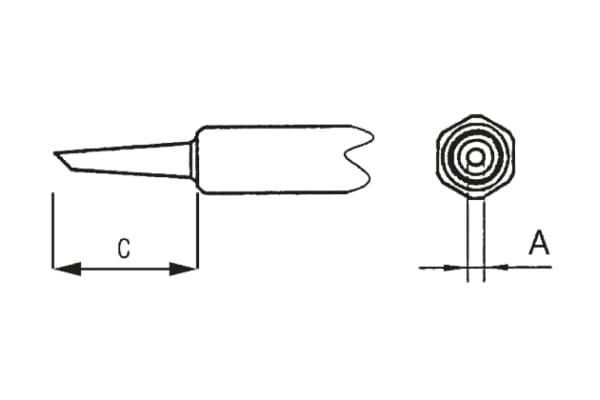
NT SCREWDRIVER TIP FOR WSL STATION,2.4MM
IDR305,020.12 -
NT SCREWDRIVER TIP FOR WSL STATION,4MM
IDR385,470.75 -
NT SPADE TIP FOR WSL STATION,1.2MM
IDR244,603.48 -
Weller PT P7 0.8 mm Round Soldering Iron Tip for use with TCP 12, TCP 24, TCP 42, TCPS W 61, W 101, W201
IDR122,406.63 -
RS PRO Soldering Accessory PCB Work Frame
IDR267,679.28